How can we help you?
Interesting categories
FAQ
Calipers are precision instruments that can measure both internal and external ranges/distances with very high accuracy. The measurement results are interpreted by the operator using the instrument scale. Manual calipers have two scales, the main scale and the vernier. Compared to digital calipers, no battery is needed here, but reading and interpreting the measured value is more difficult.
To measure the outer dimensions of an object, the object is placed in the outer legs. The legs are pushed together until the object is held.
The first significant digit is read from the main scale, immediately to the left of the "zero" on the vernier scale. In the example shown, this is 23.
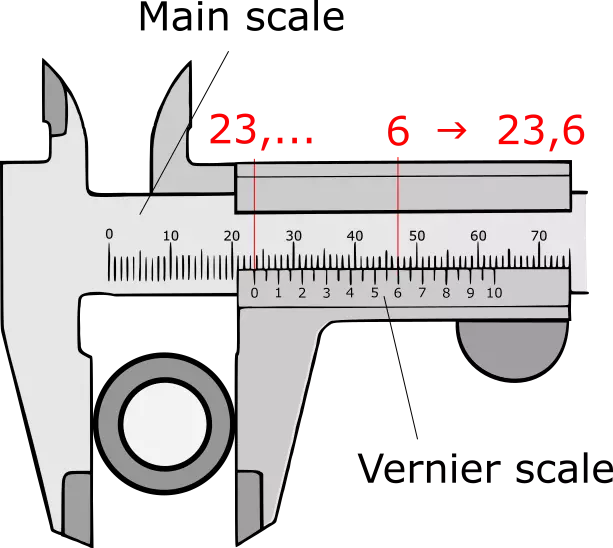
The decimal place is now determined on the vernier scale. The numerical value on the vernier scale is searched for whose scale line lies exactly on top of any scale line on the main scale. In the example, this is the value 6 on the vernier scale. This results in a reading of 23.6. Make sure that the main scale and the vernier are always viewed parallel and never read sideways. This prevents parallax errors and thus incorrect measurement results.
Transparent sight glasses DIN 7081
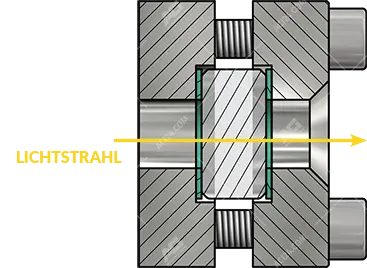
Transparent sight glasses have a smooth surface on both the medium and atmospheric sides. These glasses are mostly used in longitudinal sight glasses with open housings on both sides for mounting on containers or pipelines.
INFO Data sheet reflex and transparent glass - differences and application: DOWNLOAD
Reflex- und Transparentschauglas – (1.01 MB)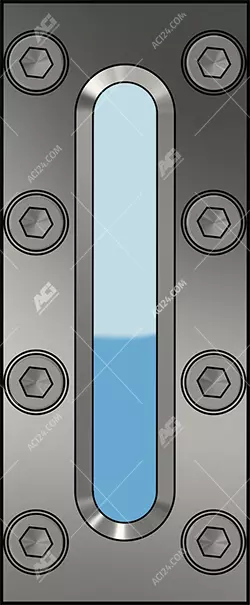
The smooth surface has the advantage that mica protection screens can be used for applications with particularly aggressive media. This is not possible with reflex sightglasses!
Reflex sight glasses DIN 7081
A reflex sight glass is used to read the liquid level directly with the eyes or by using
a camera. On the medium side, grooves are pressed into the reflex sight glass, which make the level clearer and easier to read. They are mostly installed in closed fittings such as level indicators.
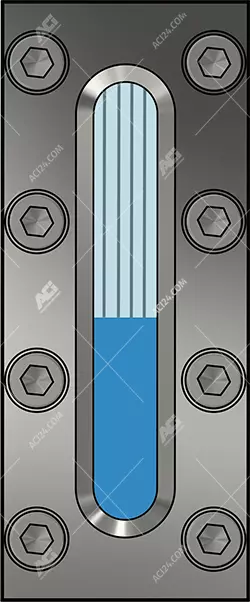
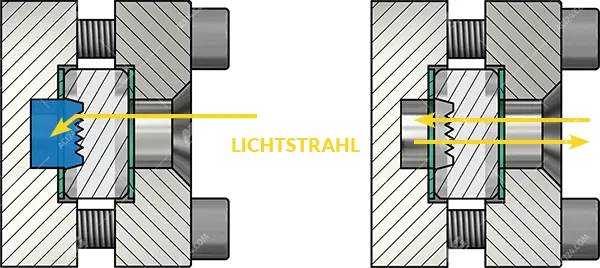
The principle of reflex sight glass is based on the difference in the refractive indices of liquid and gas or water and steam. The liquid level shows a striking dark colour for the liquid space and a bright white colour for the empty or gas space.
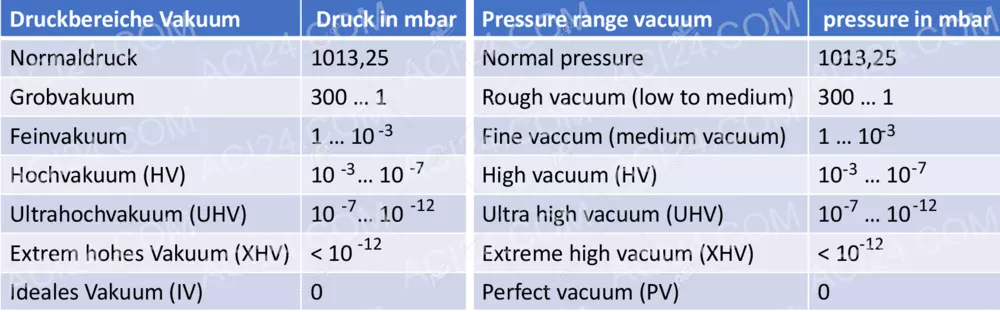
In technology, the term "vacuum" is always used when, under normal conditions, there is significantly less pressure than atmospheric pressure in a predefined vessel / room / tank. By removing the internal pressure, a mechanical, inwardly directed load builds up in a vessel / room / tank due to the external pressure. The technical vacuum can be divided into several qualities / categories. The vacuum created is defined according to the remaining amount of matter in the vessel / tank / room. In industry, the rough vacuum is mostly used, whereas in medical / chemical technology, fine vacuum and below is often used. Pascal (Pa), millibar (mbar) or Torr (torr / mmHg) is normally used as the unit of measurement.

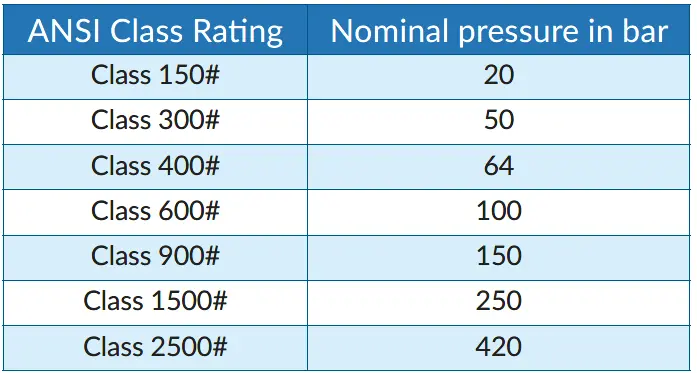
The pressure rating defines the maximum allowable pressure that a flange can withstand at a given temperature. According to the ANSI/ASME B16.5 specification, there are the following seven flange pressure classes: Class 150#, Class 300#, Class 400#, Class 600#, Class 900#, Class 1500# and Class 2500#.
In the table shown, these ANSI flange pressure ratings are assigned to the nominal pressure. However, depending on the material and temperature, the respective operating pressures can be found in the corresponding pressure-temperature assignments.
The terms "pressure rating", "class", "#", "Lb" or "Lbs" are not firmly defined, they all refer to the pressure-temperature assignment of a flange.
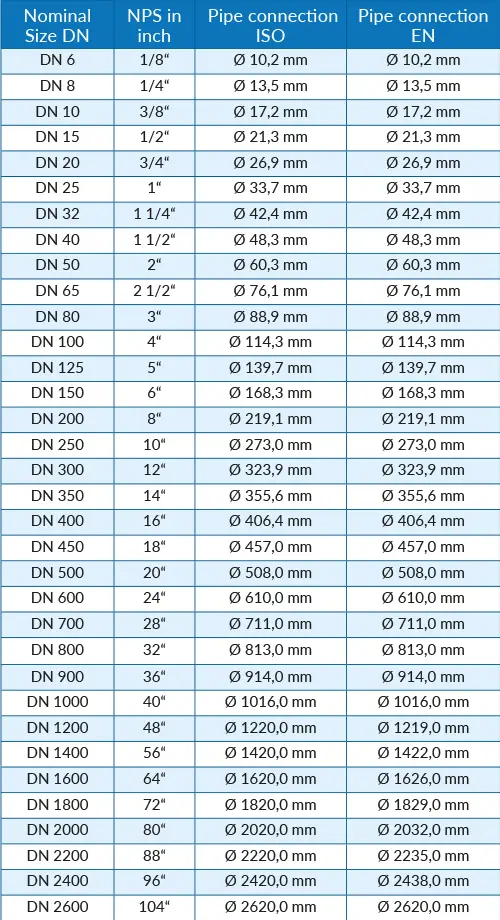
The nominal width DN is a dimensionless number that defines the inner diameter of a pipeline or the connection dimension of a fitting. The nominal diameter DN indicates the approximate inner diameter of the pipeline in millimetres and is based on the metric system of measurement.
The designation Nominal Pipe Size, also called NPS, also quantifies the inner diameter of a pipeline or the connection dimension of a fitting. This definition also specifies the approximate internal diameter of the pipeline, but the information is given in inches, which originates from the Anglo-American system of measurement.
The EN material numbers are used for the unique designation of a material. As a rule, they have a five-digit structure.
Unless otherwise agreed, stainless steel 1.4571 (ASTM designation 316Ti) is used as the factory standard at ACI Industriearmaturen GmbH, therefore we consider this chemically highly resistant stainless steel as an example.
1.4571(+AT)
1. | 45 | 71 | Material main group |
1. | 45 | 71 | Steel group number |
1. | 45 | 71 | Steel grade number |
+AT | Additional symbols (mostly heat treatment or surface condition) |
The main material group is separated from the steel group number and the steel grade number by a dot. In general, the material number provides information about the chemical composition, the technological characteristics, the heat treatment condition or the surface quality of a metallic material. These characteristic values are determined according to standardised test procedures.
Below we take a look at the breakdown using a stainless steel 1.4571 as an example.
1. | Steel or cast steel | |
45 | Stainless steels with special additives | |
71 | within a steel group, each grade is given its own count number | |
+AT | Heat treatment as delivered: Solution annealed |
The material abbreviation provides further information. For 1.4571 this is:
X6CrNiMoTi 17-12-2
X | means a high-alloy steel in which the content of at least one alloying element is more than 5%. | For high-alloy steels, the mass fraction of the alloying elements must always be multiplied by 1. (Exception: carbon) |
6 | Carbon content: | 6/100 = 0.06% (The mass fraction for carbon is always divided by 100) |
Cr | Mass fraction of Chromium: | 17% |
Ni | Mass fraction of Nickel | 12% |
Mo | Mass fraction of Molybdenum: | 2% |
Ti | Mass fraction of Titanium: | not shown (here 0.3 - 0.7% according to DIN EN 10088-3) |
Meaning of IP protection classes:
IP protection classes define how well a particular component is protected against external ingress of water or foreign particles, such as dust. The abbreviation IP comes from English and means "International Protection"; the term "Ingress Protection" is also frequently used. In general, this refers to protection against ingress. To define the protection class of a product, this product is tested after the development process and a corresponding protection class is assigned. An example of this is a sightglass luminaire. If water penetrates the luminaire housing, a dangerous overvoltage can occur. Such a failure can lead to a short circuit or even more far-reaching hazards such as fire. Therefore, such special electronic components should have the highest possible IP protection class.
Listing of IP protection classes:
There are many different protection classes, each of which is composed of two code numbers. The combination of these two code numbers results in the respective protection class, e.g. for sightglass luminaires. The first code number is selected in the range from 0 to 6, the second code number can be between 0 and 9. The first code number focuses on protection against foreign particles and contact. The second code number indicates how well e.g. sightglass luminaires are protected against the ingress of water.
1. Key number | 2. Key number |
0 unprotected | 0 unprotected |
1 protected against solid foreign particles | 1 protected against dripping water |
2 protected against solid foreign particles | 2 protected against falling dripping water |
3 protected against solid foreign particles | 3 protected against falling spray water |
4 protected against solid foreign particles | 4 protected against splash water (all sides) |
5 protected against dust | 5 protected against jet water |
6 tight against dust | 6 protected against heavy sea |
7 protected against temporary immersion | |
8 protected against permanent submersion | |
9 Protection against water during high pressure steam jet |


